金屬波紋管是用以利用波紋管撓件的彈性元件有效伸縮變形來吸收管線,導(dǎo)管或容器由熱脹冷縮等原因而產(chǎn)生的位移變化的一種補(bǔ)償裝置,屬于一種補(bǔ)償元件.在金屬波紋管設(shè)計(jì)與制造的過程中,我們要充分的考慮到波紋厚度方面對(duì)補(bǔ)償量的影響.波紋部分一般分為單層或者多層.
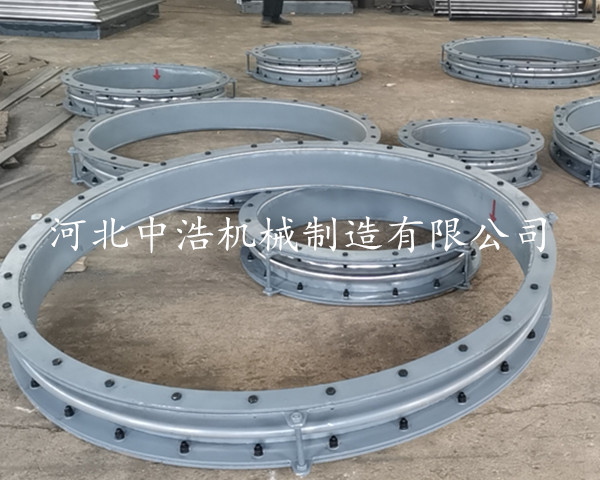
金屬波紋管是用以利用波紋管撓件的彈性元件有效伸縮變形來吸收管線、導(dǎo)管或容器由熱脹冷縮等原因而產(chǎn)生的位移變化的一種補(bǔ)償裝置,屬于一種補(bǔ)償元件。可以吸收軸向,橫向,和角向位移變化。
金屬波紋管的材料焊接性能需良好,要能夠滿足波紋管在制作過程中的焊接工藝要求。材料需要很好的塑性,易于加工成型而且對(duì)于波紋管后期的熱處理以及冷作硬化等工藝處理下也能夠有足夠的強(qiáng)度和硬度.
在金屬波紋管設(shè)計(jì)與制造的過程中,我們要充分的考慮到波紋厚度方面對(duì)補(bǔ)償量的影響。波紋部分一般分為單層或者多層,單層的情況下產(chǎn)品的剛度值還大一些,使得產(chǎn)品不好出現(xiàn)補(bǔ)償位移。
由于多層金屬波紋管間存在間隙,因此各層的受力不均勻,在循環(huán)載荷作用下,拉力大的那一層先會(huì)裂紋。此外當(dāng)溫度升高,層間隙中殘留的氣體膨脹,也會(huì)導(dǎo)致層與層之間的隔離、膨脹而影響使用。所以應(yīng)盡量層層間隙或?qū)⑵淇刂圃诳赡苄〉姆秶鷥?nèi)。消除層間間隙的主要方法在成型時(shí),要相望法把殘留氣體排盡,端面進(jìn)行封口。
多層橫向型金屬波紋管的總厚度與單層結(jié)構(gòu)厚度一致時(shí),承壓能力引起的沿周向薄膜應(yīng)力和徑向薄膜應(yīng)力不受影響,由于多層結(jié)構(gòu)中每一層的材料較薄,所以壓力引起的徑向彎曲應(yīng)力則有所提高。剛度由于每一層的材料較薄,補(bǔ)償器整體軸向剛度降低,柔性增大。穩(wěn)定性由于多層橫向型
金屬波紋管每一層的材料較薄,波紋管的穩(wěn)定性和平面穩(wěn)定性均有所下降疲勞壽命由于多層波紋管每一層的材料較薄,位移引起的徑向薄膜應(yīng)力和彎曲應(yīng)力降低,多層結(jié)構(gòu)的疲勞壽命比單層結(jié)構(gòu)有所提高。