金屬補償器是用于各種管道中一種補償位移連接件,那么這種金屬補償器是怎樣加工出來的呢?首先金屬補償器在加工時,原料不銹鋼板材要按照技術設計圖紙來加工制作.如果有特殊要求的,需要進行特殊加工,中浩機械有著多年的加工生產經驗,支持定制,歡迎廣大用戶來電洽談.
金屬補償器是用于各種管道中一種補償位移連接件,那么這種金屬補償器是怎樣加工出來的呢?下面小編來給大家解讀一下:
首先金屬補償器在加工時,原料不銹鋼板材要按照技術設計圖紙來加工制作。確定好尺寸后通過剪板機進行定尺裁剪。整張板材裁剪好后,要和圖紙進行測量比對,確認無誤后,方可批量裁剪。
接下來是金屬補償器卷筒制作工藝了,將裁好的板材用自動焊接卷制焊接成筒形。在焊接時要注意焊接接頭要清潔,整齊沒有雜質,假如處理不好將直接影響焊口的牢固性。焊接成筒后要對焊口進行探傷抽查,以確保產品的后期質量。
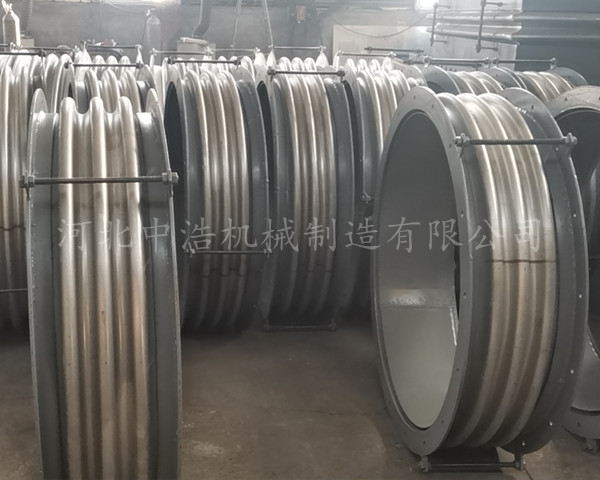
壓制波紋是金屬補償器成品的一半工藝了,將焊接的好的筒體放到機械漲形的壓波機上,通過模具的機械漲形,在筒體上撐出波紋的形狀來。在撐波是要注意要勻速運行設備,以免因為速度過快,導致波紋被撐裂開。在筒體需要做的波紋比較多的時候,要注意測量尺寸,以此來確保出來的波紋是均勻的。
接下來是金屬補償器的拼焊過程了,金屬補償器焊接前要將兩管軸線對中,先將兩管端部點焊牢,管徑在100mm以下可點焊三點,管徑在150mm以上以點焊四點為宜。
金屬補償器管材壁厚在5mm以上者應對管端焊口部位鏟坡口,如用氣焊加工管道坡口,要除去坡口表面的氧化皮,并將影響焊接質量的凹凸不平處打磨平。
金屬補償器管材與法蘭盤焊接,應先將管材插入法蘭盤內,先點焊2-3點再用角尺找正找平后方可焊接,法蘭盤應兩面焊接,其內側韓縫不得凸出法蘭盤密封面。
金屬補償器根據設計要求,工作壓力在0.1MPa以上的蒸汽管道、一般管徑在32mm以上的采暖管道以及高層建筑消防管道可采用電、氣焊連接。管道焊接時應有防風、防雨雪措施,焊區環境溫度低于-20℃,焊口應預熱,預熱溫度為100-200℃,預熱長度為200-250mm。一般管道焊接為對口形式及組對。
以上是通用型
金屬補償器的整個加工過程,如果有特殊要求的,需要進行特殊加工,中浩機械有著多年的加工生產經驗,支持定制,歡迎廣大用戶來電洽談。